PLC如何借助
編碼器實現(xiàn)高效定位控制?
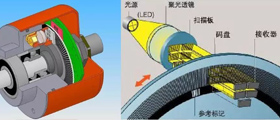
嚴格來說,編碼器的主要功能是提供位置或速度信息,從而指導(dǎo)如何進行定位。而實際執(zhí)行定位操作,則依賴于PLC等控制器或步進電機等執(zhí)行機構(gòu)。編碼器在工業(yè)應(yīng)用中,就像人的眼睛一樣,能夠感知電機軸或負載當(dāng)前所處的位置。通常,工業(yè)上采用的是光電式編碼器,它們通過光電轉(zhuǎn)換原理,將機械運動轉(zhuǎn)化為電信號輸出,從而實現(xiàn)對位置的精確測量。下面,我們將對編碼器及其在工業(yè)中的應(yīng)用進行簡要說明。

圖為光電編碼器的工作原理及輸出波形
光電編碼器的原理相對直觀。其核心部件是一個輕薄的圓盤,上面通過精密儀器腐蝕雕刻出許多細小的縫隙。這個圓盤將360度的圓周細分成多個等分,例如分成1024組,每組之間的角度差為0.3515625度。

圖為光電編碼器的碼盤實物照片
圓盤的一側(cè)安裝了一個精密的發(fā)光源,而另一側(cè)則配置了接收器,該接收器包含光敏電阻等元件,并配有放大和整形電路。當(dāng)圓盤旋轉(zhuǎn)時,縫隙處允許光線通過,使得接收器能夠瞬間接收到光脈沖。
這些光脈沖經(jīng)過電路處理后,會轉(zhuǎn)化為電脈沖信號輸出。因此,當(dāng)圓盤旋轉(zhuǎn)一周時,會對應(yīng)輸出1024個脈沖信號。若設(shè)定第一個脈沖位置為0度,那么第二個脈沖位置就對應(yīng)于0.3515625度,第三個脈沖位置則是0.3515625度的兩倍,以此類推。
通過讀取這些脈沖信號的個數(shù),我們可以精確地確定圓盤(即編碼器)的當(dāng)前位置。如果將編碼器安裝在電機的軸上,并確保電機軸與圓盤之間是剛性連接,那么電機軸的位置與圓盤的位置將一一對應(yīng)。因此,通過讀取編碼器的脈沖信號,我們就可以準確地知道電機的軸位置。這種光電編碼器的應(yīng)用,使得位置測量變得既精確又可靠。

圖為光電編碼器的工作原理及電路輸出圖
電機軸通常通過同步帶、齒輪、鏈條等傳動裝置,驅(qū)動負載如絲桿進行運動。這種驅(qū)動關(guān)系形成了一個所謂的電子齒輪比,它描述了電機轉(zhuǎn)動一圈時,絲桿會相應(yīng)前進的毫米數(shù)。編碼器則負責(zé)實時測量電機的轉(zhuǎn)動情況,并將其轉(zhuǎn)化為脈沖信號輸出。PLC或其他控制器通過讀取這些脈沖信號,就能反推出當(dāng)前絲桿的具體位置。這樣,編碼器與電機、絲桿之間的協(xié)同工作,實現(xiàn)了對負載位置的精確控制。
的波形圖")
圖為編碼器順時針或逆時針旋轉(zhuǎn)的波形圖
然而,由于編碼器是圓形的,如果它持續(xù)無限制地旋轉(zhuǎn),角度將會不斷累積變得無窮大。為了解決這一問題,設(shè)計了增量型編碼器。這種編碼器在旋轉(zhuǎn)一圈時,會輸出三組信號——A、B和Z。其中,A和B兩組信號是相同的脈沖,它們共同代表了一圈內(nèi)的圓周角度。而且,這兩種脈沖信號是處于正交狀態(tài)的,這意味著它們之間存在一個固定的相位差。
當(dāng)編碼器旋轉(zhuǎn)時,通過監(jiān)測A相和B相脈沖的上升沿和下降沿的先后順序,我們可以準確地判斷出編碼器當(dāng)前的旋轉(zhuǎn)方向是順時針還是逆時針。例如,如果一圈內(nèi)有1024個脈沖,那么每個脈沖都對應(yīng)著圓周上的一個固定角度。通過計數(shù)這些脈沖,并結(jié)合A、B相脈沖的相位關(guān)系,我們就可以精確地知道編碼器當(dāng)前所處的位置和旋轉(zhuǎn)方向。這種設(shè)計使得增量型編碼器在需要連續(xù)旋轉(zhuǎn)和精確位置控制的場景中非常有用。
方向的原理圖")
圖為判斷編碼器旋轉(zhuǎn)方向的原理圖
另外,增量型編碼器還設(shè)計有一個Z相脈沖。盡管編碼器可以持續(xù)旋轉(zhuǎn),角度看似無窮無盡,但實際上這些角度是周而復(fù)始、循環(huán)重復(fù)的。Z相脈沖被固定在圓周上的特定位置,每當(dāng)編碼器完成一整圈旋轉(zhuǎn)時,它只會輸出一個Z相脈沖。
如果將Z相脈沖作為基準點,那么每當(dāng)系統(tǒng)讀取到這個脈沖時,就可以進行清零操作。這樣做的好處是,可以將角度的最大值限制在360°以內(nèi),從而避免角度的無限累積。簡而言之,Z相脈沖就像一個零基準點,幫助我們在連續(xù)旋轉(zhuǎn)中保持對角度的精確控制。
輸出的波形圖")
圖為編碼器正轉(zhuǎn)輸出的波形圖
輸出的波形圖")
圖為編碼器反轉(zhuǎn)輸出的波形圖
這樣設(shè)計的好處在于,即使系統(tǒng)意外斷電并重新上電,只要能重新找到編碼器的基準點,我們就可以迅速確定絲桿的初始位置。這為我們提供了在復(fù)雜工業(yè)環(huán)境中穩(wěn)定、可靠的位置控制解決方案。
的控制原理圖")
圖為伺服系統(tǒng)的控制原理圖
上述的定位方式被稱為增量坐標系,而實現(xiàn)這種定位的編碼器即為增量型編碼器。由于其靈活性和相對低廉的價格,增量型編碼器在工業(yè)應(yīng)用中廣泛使用。然而,在某些特定場景下,設(shè)備僅需在360°范圍內(nèi)旋轉(zhuǎn)。對于這類需求,編碼器可以設(shè)計得更為精密,例如采用13位細分,這意味著一圈內(nèi)將產(chǎn)生2的13次方個脈沖,每個脈沖精確對應(yīng)一個角度值。這種設(shè)計使得脈沖數(shù)與角度一一對應(yīng),即便系統(tǒng)斷電,也無需重新調(diào)整零位,因此被稱為單圈絕對值編碼器。
對于需要旋轉(zhuǎn)多圈的負載,例如最大旋轉(zhuǎn)5圈,即總共1800°的情況,編碼器同樣能夠精確對應(yīng)每個脈沖與這1800°中的某一角度。這種多圈絕對值編碼器在高檔數(shù)控機床等應(yīng)用中較為常見,它能夠提供絲桿或其他旋轉(zhuǎn)部件的當(dāng)前精確位置,且不受系統(tǒng)斷電歸零的影響。
部齒輪結(jié)構(gòu)圖")
圖為絕對式編碼器的內(nèi)部齒輪結(jié)構(gòu)圖
此外,編碼器還存在磁電式的設(shè)計,這種編碼器在碼盤上布置了多個南北極交替的小磁鐵。通過霍爾效應(yīng)傳感器讀取這些小磁鐵的信號,進而轉(zhuǎn)化為輸出信號。這些信號同樣經(jīng)過放大和整形后變成電脈沖。在工作原理上,磁電式編碼器與光電編碼器有相似之處,但價格更為親民,且具有較高的可靠性。然而,在精度方面,磁電式編碼器相較于光電編碼器稍遜一籌。
PLC如何通過編碼器判斷位置
首先我們要理解PLC能夠接收開關(guān)量輸入,即高低電平的信號。編碼器的脈沖信號可以被視為在極短時間內(nèi)快速變化的一組開關(guān)量。然而,由于這種開關(guān)量的變化頻率極高,PLC的普通I/O端口無法準確捕捉所有脈沖的個數(shù)。這是因為PLC在工作過程中存在掃描周期,它需要定期刷新普通I/O端口的數(shù)據(jù)。而編碼器的精度極高,單位時間內(nèi)輸出的脈沖數(shù)量過多,因此普通I/O端口無法勝任這一任務(wù)。
為了解決這個問題,通常需要使用PLC的特殊功能模塊或高速計數(shù)器模塊來讀取編碼器的脈沖信號。這些模塊具有更高的采樣率和計數(shù)能力,能夠準確記錄編碼器的脈沖數(shù),從而實現(xiàn)對位置的精確判斷。通過這種方法,PLC可以有效地利用編碼器的信號,實現(xiàn)精準的定位控制。
據(jù)反饋圖")
圖為PLC接收到的編碼器數(shù)據(jù)反饋圖
通常情況下,PLC會配備專門的高速計數(shù)端口,這些端口利用底層單片機的硬件邏輯來高效完成編碼器的計數(shù)任務(wù)。這樣做的好處是能夠有效避免掃描周期對計數(shù)精度的影響。在PLC中,通常會設(shè)計有專門的高速計數(shù)指令,用戶在使用時只需直接調(diào)用這些指令,就能方便地讀取當(dāng)前的脈沖值,從而實現(xiàn)對編碼器輸出信號的精確處理和控制。

圖為PLC讀取編碼器輸出信號的原理圖
在脈沖的計算和輸出過程中,由于掃描周期的存在,不可避免地會產(chǎn)生一定的滯后影響。特別是在控制一些執(zhí)行機構(gòu),如氣缸進行裁切動作時,這種滯后可能導(dǎo)致動作的不準確或延遲。因此,在實際應(yīng)用中,我們需要考慮并補償這種提前量的問題,以確保執(zhí)行機構(gòu)能夠按照預(yù)期進行精確的動作。
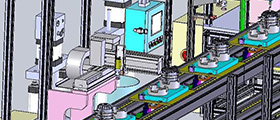
構(gòu)成圖")
圖為工作臺控制系統(tǒng)構(gòu)成圖
需要提醒的是,當(dāng)使用PLC來控制伺服系統(tǒng)或步進系統(tǒng)時,通常并不需要依賴編碼器的反饋來確定位置。相反,PLC可以通過發(fā)出位置脈沖給伺服驅(qū)動器,利用驅(qū)動器內(nèi)部的位置環(huán)來實現(xiàn)位置控制。在這種情境下,PLC主要扮演指令發(fā)出的角色,并不直接參與位置閉環(huán)的構(gòu)建。然而,如果使用的是專門的定位模塊控制,如NC等控制方式,那么在這些模塊內(nèi)部是可以構(gòu)建位置閉環(huán)的,以實現(xiàn)更精確和可靠的位置控制。
了解更多
電機編碼器相關(guān)知識,敬請關(guān)注西安德伍拓自動化傳動系統(tǒng)有限公司網(wǎng)站。公司技術(shù)團隊為您免費提供編碼器的選型、安裝、調(diào)試、保養(yǎng)等技術(shù)指導(dǎo)服務(wù),盡量避免企業(yè)因為編碼器技術(shù)人員的短缺帶來的損失,采取拉線上+拉線下服務(wù)的服務(wù)形式,幫助企業(yè)解決技術(shù)難題。




有限公司")
 在線QQ
在線QQ 186-2947-6872
186-2947-6872 在線咨詢
在線咨詢

 info@motion-control.com.cn
info@motion-control.com.cn